 Podstawowe parametry zgrzewania
Podstawowe parametry zgrzewania
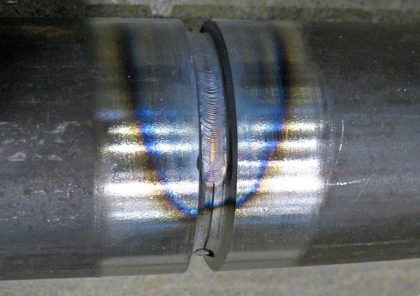 Zgrzewanie to proces spajania metali polegający na rozgrzaniu miejsca styku do temperatury bliskiej temperaturze topliwości, a następnie na mechanicznym dociśnięciu. Materiał odkształca się oraz przenika tworząc po ostygnięciu trwałe i wytrzymałe połączenie.
Zgrzewanie to proces spajania metali polegający na rozgrzaniu miejsca styku do temperatury bliskiej temperaturze topliwości, a następnie na mechanicznym dociśnięciu. Materiał odkształca się oraz przenika tworząc po ostygnięciu trwałe i wytrzymałe połączenie.
Najpopularniejsze rodzaje zgrzewania to: gazowe ( acetylen, wodór), termitowe (mieszanina glinui tlenku żelaza), kuzienne, indukcyjne, wybuchowe, wybuchowe i inne.
Podstawowe parametry zgrzewania to: wielkość zachodzenia na siebie poszczególnych zgrzein, pojemność kondensatorów i napięcie ich ładowania, przekładnia transformatora, wymiary roboczych części elektrod oraz docisk elektrod. Wielkość zachodzenia na siebie sąsiednich zgrzein może być ustalona za pomocą regulacji prędkości zgrzewania (tj. prędkości przesuwania się elementów pomiędzy elektrodami) oraz roboczej częstotliwości cykli ładowanie-rozładowanie kondensatorów. Wielkość zachodzenia na siebie zgrzein, przy zgrzewaniu metali i ich stopów o grubości 0,05-=-0,4 mm nie przewyższa 1,0 mm (średnio 0,3-M),4 mm). Oddzielne zgrzeiny, tworzące szew ciągły, powinny zachodzić na siebie nie mniej niż 0,3-H0,5 swojej średnicy.
Szerokość szwu zależy od szerokości roboczych powierzchni elektrod oraz parametrów zgrzewania. Natomiast szerokość zakładki lub kołnierza powinna wynosić o l,0-r-2,0 mm więcej, niż wynosi szerokość powierzchni roboczych elektrod. Do zgrzewania kondensatorowego liniowego stosuje się elektrody rolkowe o średnicy 5(H-150 mm, wykonane ze stopów miedzi o bardzo dobrej przewodności elektrycznej. Rodzaj stopu dobiera się w zależności od materiału zgrzewanego. Zgrzewanie kondensatorowe liniowe umożliwia łączenie elementów o jednakowej lub różnej grubości wykonanych ze stali i metali nieżelaznych.
 Ostatnie Tweety
Ostatnie Tweety